Koje korake uključuje proces valjanja titanske ploče (kao što je početno valjanje, vruće valjanje, hladno valjanje itd.)? Koja se vrsta valjaonice koristi? Kako kontrolirati temperaturu valjanja i smanjenje kako bi se osigurala ujednačena mikrostruktura i performanse ploče?
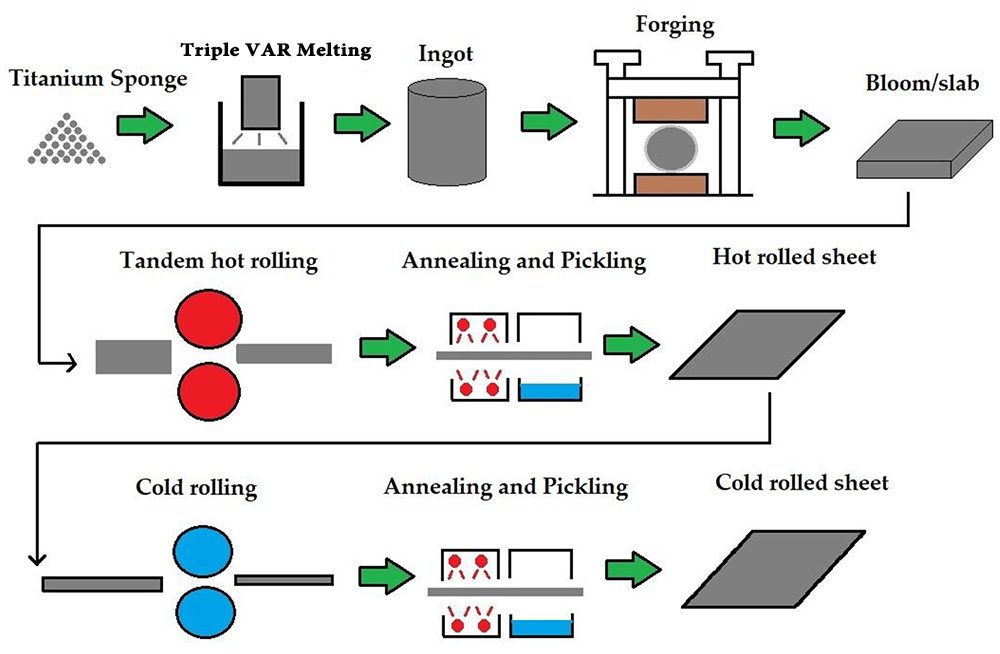
Valjanje titana i ploče od legure titana je složen proces koji integrira znanost o materijalima, mehaničku kontrolu i optimizaciju procesa. Njegov tijek procesa može se podijeliti u tri osnovne faze: početno valjanje, toplo valjanje i hladno valjanje. Svaki stupanj odgovara specifičnoj opremi valjaonice i procesnim parametrima.
(1) Početna faza valjanja
Za početno valjanje obično se koristi reverzibilna valjaonica s dva valjka. Njegova glavna zadaća je razbijanje stupčaste kristalne strukture ingota titanijske legure i postizanje početne plastične deformacije. U ovoj fazi, temperatura zagrijavanja ingota mora biti strogo kontrolirana (obično 30-50 ℃ iznad područja β faze), a nedostaci lijevanja moraju se eliminirati kroz više prolaza valjanja male deformacije (smanjenje po prolazu ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. značajno je poboljšao ujednačenost mikrostrukture početne faze valjanja optimiziranjem procesa homogenizacije ingota i kombiniranjem numeričke simulacije za predviđanje otpornosti na deformaciju.
(2) Stupanj vrućeg valjanja
Vruće valjanje koristi nepovratnu valjaonicu s četiri valjka ili univerzalnu valjaonicu za izvođenje velike deformacijske obrade u α β dvofaznom području. U ovoj fazi zrna se pročišćavaju dinamičkom rekristalizacijom, a konačna temperatura valjanja (obično ne niža od 850 ℃) mora se kontrolirati kako bi se osigurala plastičnost materijala. Kutijasta peć za grijanje koristi se zajedno s kompenzacijskim sustavom indukcijskog grijanja kako bi se postigla temperaturna točnost od ±10℃. Raspodjela smanjenja prolaza vrućeg valjanja slijedi princip ""piramide"", to jest, prvih nekoliko prolaza koristi smanjenje od 20-25%, a sljedeći prolazi postupno se povećavaju na 35-40%, u kombinaciji s brzim postupkom hlađenja vodom između prolaza kako bi se učinkovito izbjegao prekomjerni rast zrna.
(3) Faza hladnog valjanja
Hladno valjanje provodi se u valjaonici za hladno valjanje s četiri ili šest valjaka, uglavnom radi poboljšanja kvalitete površine i točnosti dimenzija ploče. Potrebno je koristiti višestruke prolaze valjanja male deformacije (smanjenje u jednom prolazu ≤10%) u kombinaciji s postupkom srednjeg žarenja, a kumulativna deformacija može doseći više od 80%. Changzhou Bokang je povećao točnost kontrole oblika ploče na ±5 μm uvođenjem tehnologije križnog valjka. Površinska hrapavost ploča od titana medicinske kvalitete koje proizvodi je Ra≤0,2μm, dostižući međunarodnu vodeću razinu.
Odabir opreme za valjanje titana izravno utječe na kvalitetu završne ploče i treba je dizajnirati prema karakteristikama materijala:
(1) Izbor tipa valjaonice
Primarna valjaonica: koristi se zatvorena reverzibilna valjaonica s dva valjka, opremljena hidrauličkim AGC (automatska kontrola debljine) sustavom, a omjer promjera valjka kontrolira se između 1,8-2,2 kako bi se optimiziralo stanje ugriza
Vruća valjaonica: koristi se nepovratna valjaonica s četiri valjka, promjera radnog valjka od 350-400 mm i promjera potpornog valjka od 1400-1600 mm, opremljena sustavom valjaka za savijanje i uređajem za pomicanje valjaka, a točnost kontrole oblika ploče doseže ±15I
Valjaonica za hladno valjanje: koristi se valjaonica sa šest valjaka kombiniranog sustava valjaka UC/VC, aksijalni hod srednjeg valjka je ±150 mm, a laserski mjerač brzine i mjerač debljine koriste se za postizanje kontrole zatvorene petlje
(2) Optimizacija materijala sustava valjaka
Radni valjak izrađen je od legure na bazi željeza s visokim udjelom kroma (Cr12MoV), a površina je raspršena kompozitnim premazom CrN/Al2O3 s tvrdoćom većom od HV1200, koji se učinkovito odupire prianjanju titana. Potporni valjak koristi beskonačno ohlađenu tehnologiju centrifugalnog lijevanja od lijevanog željeza, a razlika gradijenta tvrdoće površine valjka kontrolira se unutar HS15 kako bi se osigurala stabilnost oblika valjka.
Točna kontrola temperature i deformacije ključna je za osiguranje ujednačenosti strukture i performansi ploče od titana, a potrebno je uspostaviti višeparametarski model kontrole spajanja.
(1) Sustav kontrole temperature
Proces grijanja: Usvojen je trostupanjski sustav grijanja (odjeljak predgrijanja 600-700 ℃/odjeljak izolacije 850-950 ℃/odjeljak grijanja 900-980 ℃), a infracrveni termometar koristi se za postizanje praćenja temperature u stvarnom vremenu
Kontrola temperature procesa valjanja: U fazi završnog valjanja koristi se sustav raspršivanja valjka (točnost kontrole volumena vode ±0,5L/min), a sustav kompenzacije otpornog grijanja koristi se za kontrolu fluktuacije temperature valjanog komada unutar ±20 ℃
Upravljanje temperaturom konačnog valjanja: Raspodjela temperaturnog polja predviđena je simulacijom konačnih elemenata, a model vremena čekanja temperature između prolaza uspostavljen je kako bi se osigurala temperatura valjanog komada. Osigurajte da konačna temperatura valjanja nije niža od 50 ℃ ispod točke fazne transformacije
(2) Algoritam za optimizaciju redukcije
Distribucija redukcije u više prolaza: Na temelju modela otvrdnjavanja materijala radom, koristi se genetski algoritam za optimizaciju distribucije redukcije u svakom prolazu kako bi se osiguralo da je deformacija svakog prolaza "parabolična"
Podešavanje dinamičke redukcije: Silu kotrljanja nadzire mjerač tlaka u stvarnom vremenu, a neizraziti algoritam PID kontrole koristi se za automatsku prilagodbu redukcije kako bi se kompenziralo odskakanje razmaka kotrljanja (točnost kompenzacije ±0,02 mm)
Kontrola granične deformacije: Uspostavite kritični kriterij smanjenja (ε_c=0,6σ_s/K), gdje je K koeficijent otvrdnjavanja obrade materijala, osigurajte da smanjenje u jednom prolazu ne prelazi 85% kritične vrijednosti
(3) Mjere za osiguranje ujednačenosti strukture
Kontrola veličine zrna: kontrolirajte volumni udio dinamičke rekristalizacije kroz Z parametar (Z=ε·exp(Q/RT)) i održavajte Z vrijednost između 10-15 kako biste dobili ujednačena zrna s jednakom osi
Optimizacija teksture: Koristite postupak unakrsnog valjanja (okrenite ploču za 45° po prolazu), u kombinaciji s tehnologijom asinkronog valjanja (razlika u brzini linije između gornjih i donjih valjaka je 10-15%), kako biste učinkovito oslabili teksturu osnovne površine
Kontrola zaostalog naprezanja: Kroz proces valjanja naizmjeničnim naprezanjem naprezanja i pritiska, u kombinaciji s tretmanom opuštanja naprezanja tijekom žarenja, kontrolira se zaostalo naprezanje unutar ±20 MPa
Proces valjanja titanskih ploča zahtijeva uspostavu mreže kontrole kvalitete cijelog procesa. Changzhou Bokang prošao je certifikaciju sustava ISO9001/ISO13485 i izgradio sustav kontrole kvalitete na tri razine "inspekcija sirovina-praćenje procesa-testiranje gotovih proizvoda":
Internetska detekcija: opremljena mjeračem oblika ploče, mjeračem debljine, površinskim detektorom, za postizanje online kontrole tolerancije debljine ±0,02 mm i tolerancije oblika ploče ±8I
Detekcija organizacije: EBSD tehnologija koristi se za analizu orijentacije zrna kako bi se osiguralo da veličina zrna ASTM Grade 8 ima fini omjer od ≥90%
Provjera učinkovitosti: Mehanička svojstva provjeravaju se ispitivanjem rastezanja, ispitivanjem udarca i ispitivanjem korozije. Vlačna čvrstoća medicinske ploče od titana je ≥850 MPa, a istezanje je ≥18%, što zadovoljava standard ASTM F136
Ispitivanje bez razaranja: tehnologija ultrazvučnog faznog niza koristi se za otkrivanje unutarnjih nedostataka kako bi se osigurala 100% prolaznost otkrivanja nedostataka
Trenutačno tehnologija valjanja ploča od titana pokazuje tri glavna razvojna trenda:
Inteligentno valjanje: Virtualni model valjanja uspostavlja se pomoću tehnologije digitalnih blizanaca kako bi se postigla online optimizacija parametara procesa;
Near-net tehnologija oblikovanja: Razvijte tehnologiju kontinuiranog valjanja ultratankih ploča od titana kako biste postigli kontinuiranu proizvodnju ultratankih ploča od 0,016 inča;
Zelena tehnologija proizvodnje: tehnologija elektroplastičnog valjanja (EPR) koristi se za smanjenje temperature valjanja za 30-50°C i smanjenje potrošnje energije.
 Raspitajte se
Raspitajte se
 Jezik
Jezik